Podcast - Siemens - Beyond the Horizon: The Future of Gas Turbines
Siemens Podcast Network
Lauren Viel • June 21, 2021
When it comes to getting an aircraft off the ground, it’s no longer a question of “if” it will fly. We’ve moved into the era of “how”- and the emphasis today is on efficiency. This encompasses energy consumption, endurance, speed, and overall performance. Today, we’re looking into the future of turbine engines and exploring what lies just beyond the horizon of existing technology. We’re looking towards what’s next.
Today, I’m talking to Roger Smith and David Laudermilch of Sierra Turbines. Roger started as a software engineer for Apple nearly 20 years ago, and today, he’s the CEO of this innovative California company. David is a Design Engineer with previous experience working with companies like Saab and Rolls Royce. Together, they’ve taken their experience working for industry leaders in software and transportation and turned towards the production of gas microturbines.
In this episode, you’ll hear how each of their rather unique career trajectories eventually led them to this Silicon Valley startup. We’ll talk about the early challenges of getting a microturbine company off the ground, the technologies that merge in order to create their products, and the interesting work they’re doing in collaboration with NASA.
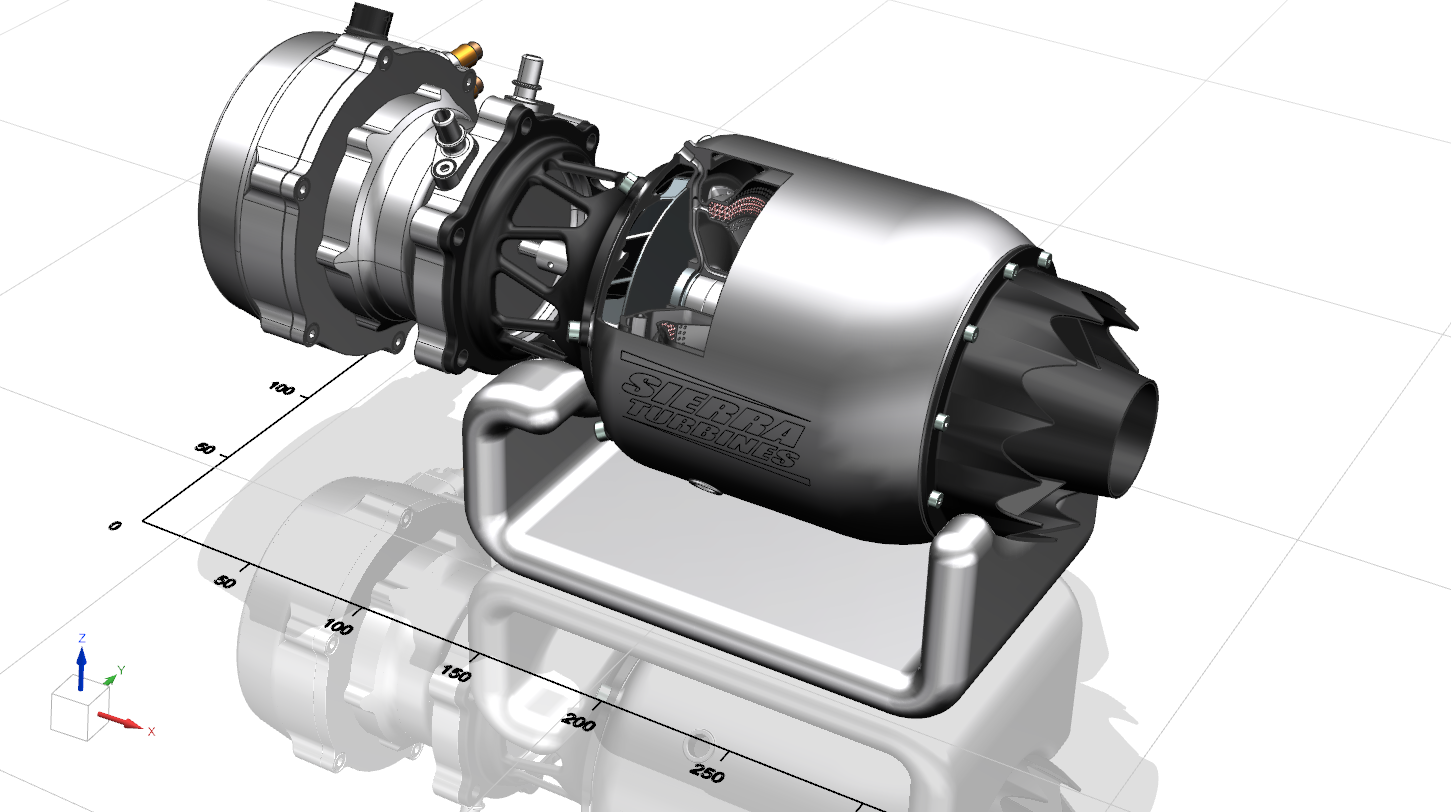
Sierra Turbines Engine
Metal 3D Printing: Who Needs Supports?
Support-free AM technology is proving its advantages with greater design freedom and less engineering time.
Kristin Mulherin
FEB 11, 2021

Velo3D
At a Glance:
In the metal AM process, supports in anchor parts prevent distortion.
Support structures are made of the same materials as the part and prevent distortion, but add considerable design and manufacturing constraints.
In two applications focusing on microturbines and shrouded impellers, VELO3D demonstrates how its support-less technology eliminates the need for support structures.
In metal 3D printing (or additive manufacturing) there is one dominant technology for printing industrial, production-quality parts: powder bed fusion (PBF). PBF technology is widely used to produce medical implants, gas turbines, aerospace parts and multiple other applications across the dental, energy and automotive sectors. It is the most mature and widely used technology because it can produce production-quality parts that cannot be produced by any other method. However, PBF has its challenges, one of which is the need for “supports” when printing parts using typical PBF systems.
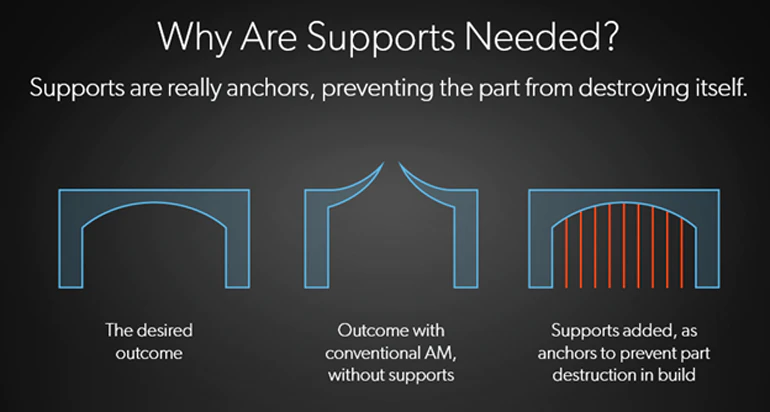
What Are Supports?
The word “support” can be misleading, especially to those who come from the polymer 3D printing space. Supports in metal 3D printing work counter-intuitively like “anchors” that hold down, rather than hold up, features within the part. This is to prevent a part from distorting from the residual stresses caused by the high processing temperatures, which will not only destroy the part but also typically cause the re-coater to crash.
Velo3D
When are Supports Typically Needed?
Not all features require supports, but many do. The features that almost always require supports in typical laser-PBF systems are overhangs, holes and channels. Considering additive manufacturing is touted to produce more complex parts with more intricate features, it can be misleading—and frankly, disappointing—to then learn that this can only be accomplished with the addition of multiple supports and counter-intuitive build configurations.
Granted, in polymer 3D printing supports this might not be as big an issue, since they can be dissolvable or easily removed. But with metal 3D printing, supports can be difficult to remove (even if they are accessible), leave defects on the surface from which they are removed, and add significant time and material costs to the overall workflow.
Overhangs
The first feature that requires support is overhangs, which is typically needed if they drop below 45 deg. from horizontal. How many features can you imagine in a typical component that meet this criterion? Often many. A demonstration of what happens as the angle dips below 45 deg. is shown below.

Protolabs
There are three solutions to this problem: reorient the part in the build chamber, redesign the part or add extensive supports. Many resort to reorienting the part in the build chamber, but this comes with its own problems. Take a circular part, such as the impeller shown in the image below.

Velo3D
Many people approach shrouded impellers like this by tipping them up at a 45-deg. angle. The problem with printing at an angle is that breaking the axisymmetry of the part leads to many issues. First, the circularity of any component that rotates is critical. When printing at an angle, this can be very easily compromised in terms of dimensional stability alone. Additionally, in the case of L-PBF 3D printing, the mechanical properties in the Z-direction can be different than in the X/Y plane due to the layer-by-layer process. So, by printing at a slant you will end up with mechanical properties that change as you go around the circle. This is especially problematic in applications where the part is exposed to high stress.
Inconsistent surface finish is another concern. The surface finish will be different at varying degrees of slant. This is not a concern if printed flat, because the variances would at least be symmetrical. Some might say that post-processing will address this, which is true—unless you have those very complex internal features so heavily touted as a selling point for metal AM. Alternatively, abrasive slurry polishing is a popular solution, but it will not address these surface finish variations without removing a lot (and often inconsistent amounts) of material.
Instead, VELO3D has developed a capability, called SupportFree technology, that angles down to a fraction of a degree and can be printed entirely without supports. So, in the case of the impeller above, it can be printed flat and without internal supports, maintaining part axisymmetry and greatly minimizing post-processing.
Holes and Channels
The second type of features that often require supports are holes and channels. It is widely accepted that L-PBF systems can only produce horizontal holes and channels around 8-10 mm in diameter before requiring supports. There are design choices that can be made to try to avoid this, but none of them are ideal. Changing channels into teardrop, elliptical or diamond shapes (per below) are the most common.

Velo3D
There are a few reasons why this would not be desirable. First and foremost, holes and channels are incorporated into designs for one primary reason: to facilitate the flow of a fluid (liquid or gas). In most cases, a circle is the most efficient shape for the flow of fluid, whereas the above shapes will certainly have a detrimental effect on fluid dynamics. Also, the top of the teardrop and corners of the diamond are serious stress concentrators—a big concern when it comes to pressurized fluids. Some might recommend filleting these corners, but this does not entirely remove the stress concentrators; it merely lessens them. And it certainly does not help the situation with flow dynamics.
Alternatively, with VELO3D SupportFree process, holes and channels with inner diameters can be produced up to 100 mm (~4 in.) in diameter. This 10-fold increase in allowable inner diameter greatly opens the design window for increasingly complex interior channels and truly allows the design to be optimized for function rather than manufacturability.
Why Does it Matter?
SupportFree gives you design freedom. The ability to print those complex geometries and intricate internal features gives the designers and engineers an easier point of entry to adopting additive manufacturing. Without it, extensive Design for Additive Manufacturing (DfAM) knowledge is required, which teaches the designer the ins and outs of the required compromises rather than the unlimited design freedom. In short, this technology gives the power to design for optimal functionality rather than manufacturability.
Real Applications
So, what kind of applications benefit the most from SupportFree? In short, optimized designs that control the flow of fluids or transfer of heat.
Great examples of this include microturbines, air foils and impellers, heat exchangers and manifolds with large inner diameters. The first application, microturbines, cannot be represented any better than by Sierra Turbine’s gas microturbines for hybrid UAV propulsion. And the second case study introduced below, Hanwha Power Systems, is a perfect representation of what can be done with shrouded impellers.
Sierra Turbines – Hybrid UAV Propulsion
Sierra Turbines used the VELO3D AM system to produce a gas microturbine that could not have been produced any other way. This microturbine enables hybrid propulsion for high payload UAVs with 40 times less maintenance, 10 times more power density and a 50% reduction in weight. By printing this part with 3D technology, the firm was able to take an assembly of 61 components and produce them as a single part.

Velo3D
From the start, Sierra Turbines realized additive manufacturing was the solution to creating a truly unique and differentiated product. The company spoke reached out to existing vendors and was told that it could produce anything so long as it had angles of 45 deg. or higher. However, when it came to the airflow through the gas turbine engine, that constraint would disrupt the flow and does not really lend itself to an efficient engine. Ultimately, Sierra Turbines found that the VELO3D platform was the only solution that did not require it to redesign its part in order to be manufactured.
How was this accomplished? The answer comes through utilizing Flow software to control the process and having the hardware that allows us to do it. From a library of pre-developed recipes, the simulation software can assign each feature a set of ideal processing conditions. Whether it is low-angle walls, vertical walls, or lattice and bulk structures throughout the part, specific processing conditions were automatically applied to mitigate feature-specific failure mechanisms and eliminate the need for extensive DfAM and specialized operator knowledge.

Velo3D
This 3D Printed Turbine Replaced 61 Parts With 1: Here Is What That Means
Additive manufacturing makes possible a radical microturbine that increases power-to-weight ratio, reduces cost and extends time between overhaul.
ROGER SMITH, CEO, SIERRA TURBINES INC.When we founded Sierra Turbines in 2017 in San Jose, California, we were looking to serve markets hungry for advances in compact, power-dense power generation for applications in auxiliary power units, backup generators and other standby electrical-generation needs. Another market is that of propulsion systems for unmanned aerial vehicles, both for jet propulsion and hybrid-electric drive-trains.

Cross-section of a Sierra Turbines engine combustor highlighting the complexity of the interior. Notice the thin air foils, and smooth lattice that helps the combustor effectively atomize fuel prior to combustion. With traditional manufacturing, this part would have required the assembly of 61 discrete components, but additive manufacturing consolidated it into a unified geometry with fine details and features that are unattainable via any other method. Photo Credit: Velo3D
We had some pretty straightforward design objectives from the start, but they were actually quite lofty when compared with existing microturbines: A 40× increase in time-between-overhaul (TBO, which is typically only 40-50 hours for most small turbine engines, significantly increased power-to-weight ratio, and decreased unit cost compared to machines of comparable power.
The path to achieving these goals required improvements in both design and manufacturing.
Microturbines have historically been simplified versions of their full-size counterparts, but cost restrictions and scalability have until now prevented the adaptation of the complex part geometries found in larger gas turbines. From very early on in our Aurelius microturbine project it was clear that additive manufacturing (AM) was likely the only technology that would enable the freedom to produce complex features that would have been prohibitively costly using machining or welding.
The static assembly of a gas turbine core is an ideal application to showcase the benefits of AM, some of which in this case are:
- Reduced part count — the Aurelius Mk1 core design replaces 61 separate components with one part.
- Closer tolerances, due to part consolidation, elimination of interfaces, and increased dimensional accuracy.
- Reduced assembly work and postprocessing.
- Freedom to design complex geometries.
The Advantages of Part Consolidation with AM
The cost and energy savings resulting from the consolidation of 61 parts into one part cannot be overstated. Production and transport of different raw materials, manufacture of individual parts using different processes, shipping of individual parts, tedious assembly work, joints of dissimilar materials, reliance on extra seals or fasteners, and more: All of this waste is simply eliminated by the integration of many parts into one 3D printed part that requires minimal postprocessing.
Reducing the number of parts has also reduced the number of interfaces between parts, which in turn reduces the number of seals and fasteners required. Also, the reduction of interfaces eliminates potential sources of leakages and losses, which can negatively impact engine efficiency. Finally, all the internal oil and fuel circuits in the Aurelius are integrated into its one-piece static “Unicore.”
This high level of integration required the right AM machine. We found that not all AM equipment could produce the thin-walled, high-aspect-ratio combustor in our Aurelius design. The system we use is the Velo3D Sapphire metal 3D printer. The non-contact recoater blade used in this AM machine allows support-less printing of overhangs down to zero degrees and lower, and this same feature helps allow for our thin walls. The system is able to print in the Hastelloy X nickel superalloy, which is the material of choice for many large gas-turbine combustion chambers due to its excellent oxidation and corrosion characteristics.
New Designs with Additive Manufacturing
With the consolidation of parts comes also the opportunity for novel design solutions. As the designer is freed from the constraints of traditional manufacturing, he or she can instead focus on defining the geometry needed to perform the required task. For instance, AM enabled a rethinking of fuel spray and flame shape in our combustion chamber. Traditionally, fuel is injected at many points around the diameter of the combustion chamber, and these column-shaped flames are then stabilized by controlling the flow of air around them.
Instead, our design employs a 360-degree fuel injector by which fuel is delivered equally around the entire circumference of the combustor, and atomized while passing through a finely spaced lattice geometry, designed with nTopology software, and only producible with additive manufacturing. The resulting ring-shaped flame is stabilized by strategic swirling of the air inside the combustion chamber.
Efficiency and Decreased Time Between Overhaul
A further benefit of using AM is the ability to create more mass-efficient structures compared with current state-of-the-art turbines. We expect a significant thrust-to-weight ratio improvement over currently available turbines of comparable power.
Finally, and perhaps most importantly, the time between overhaul of the Aurelius Mk1 is projected to be 40 times that of current turbines on the market. This is achieved through the cumulative effects of numerous improvements in bearing design and integration, manufacturing tolerances, lubrication and thermal management features, all made possible by AM.
The recently printed geometry of the Aurelius Mk1 core is a work-in-progress that has helped us define what is possible in terms of component integration and “printability” in Hastelloy X. Our work going forward highlights another benefit of additive: It enables development of a product without the burden of large tooling costs or expensive prototypes.

Two 3D printed turbine combustors that serve as the core of Sierra Turbines’ small engine. They are compact enough to fit in the palm of a hand. Additively manufacturing these engine components took about 50 hours versus months that would have been required for traditional manufacturing. Photo Credit: Velo3D
For future gas turbine development, we aim to further leverage the power of AM to integrate features such as an efficiency-boosting heat exchanger, integrated sensors, and more novel insulation and cooling geometries. Whatever innovative designs we come up with, we are confident that advanced additive manufacturing capability can produce it.

Manufacturing Supply Chain Startups Embrace Additive Manufacturing For Speed To Market
*** Need subscription access to get content ***

Text placeholder

nTopology Raises $40 Million In Series C Funding For Its 3D Printing Software Platform


Jim Vinoski
Contributor
Manufacturing
The promises of 3D printing can’t be fully recognized with legacy manufacturing design technologies. That’s the driving principle behind New York City tech startup nTopology’s generative design software, nTop Platform. “Manufacturing has gone through the most profound shift in 100 years,” said nTopology’s cofounder and CEO Bradley Rothenberg. “We developed nTop as the first engineering software to maximize the 3D printing process.”
To help continue their rollout of the platform, which was launched in 2019, nTopology today announced its latest funding, a $40 million Series C round. Led by Insight Partners and joined by Grant Verstandig and the company’s existing venture partners Root, Canaan, DCVC and Haystack, the new round raises the firm’s total funding to $71 million. The company also announced that Josh Fredberg, Operating Partner at Insight Partners, is joining the nTopology Board of Directors.
The fresh capital will help the company get its design software into the hands of more engineers, to help expand the foothold it’s already established at firms such as Lockheed Martin LMT -0.1%-0.2%. “You have a totally different manufacturing process in 3D printing,” Rothenberg explained. “You’re creating the shape and the material at the same time. It gives new degrees of freedom and complexity, and you need a new method of design to take advantage of that. Old design technology is built around producing drawings. Ours is built on new modeling software, an implicit modeling engine specifically designed for mechanical engineering applications.”

nTop Platform and 3D printing enable designs not achievable with legacy manufacturing processes IMAGE COURTESY NTOPOLOGY
The advantages of that were demonstrated recently in nTopology’s work with Sierra Turbines, a manufacturer of microturbine engines used in applications such as Unmanned Aerial Vehicles. The two companies partnered with Velo3D to showcase the benefits of generative design and 3D printing. nTop Platform was used in conjunction with Velo3D’s Sapphire metal 3D printer to produce a complete new design for the Sierra Turbines Aurelius Mk1 microturbine. “Velo3D allowed us to optimize the turbine core as one single part,” Rothenberg said. “It has no seals or gaskets, so we eliminated those potential failure points.”

3D printed parts with a complex lattice design from nTop Platform IMAGE COURTESY NTOPOLOGY
nTop Platform allowed the design team to model different materials virtually rather than building numerous prototypes. “The design process allows the study of using different materials,” said Rothenberg. “You can optimize your construction material before you produce your first part. And even during production, upgrading with a new material is like loading a software update – you just make a quick tweak and boom! It’s just like version control.”
That revolution in modeling is a key advantage for nTop Platform. “One thing that’s happening is the speed of innovation,” said Duann Scott, nTopology’s VP of Marketing and Strategic Partnerships. “Even using CAD systems, you’d have to design, simulate, then design again, and you might get 150 iterations done over two days. With nTop Platform, we can run 3,000 tests in an hour.”
The results of that application speak for themselves. The new design’s gas turbine core, now a single piece, replaces 61 individual parts in the old design. The design delivered tighter tolerances and an increased thrust-to-weight ratio. And Sierra projects much greater turbine reliability, with an estimated 40x increase in time between overhauls.
While aerospace and medical have been in the forefront of taking advantage of the 3D printing revolution, nTopology sees coming opportunities in automotive, consumer products and education, to name but a few additional potential markets. “There’s a platform shift happening,” said Rothenberg. “We’re moving from less sustainable to more sustainable across the board – for example, gas to electric cars. 3D printing enables that shift, and generative design enables 3D printing. If you want to see where the growth is happening, look at where metal 3D printing is and where it isn’t. It’s like the canary in the coal mine.”

Metal AM: Challenging the Paradigm

Manufacturing Engineering: VELO3D has trademarked the term “SupportFree.” What does this mean and what kind of cost savings or improved part quality can shops expect from using your technology?

This engine combustor from Sierra Turbines previously required 61 discrete components to manufacture, but thanks to SupportFree technology, can now be 3D-printed in a single operation.

By Will Hasting
Director of Aviation and Power Turbine Solutions,
Velo3D
Will Hasting: The industry standard for 3D printing metal surfaces [without supports] is 45 degrees, as measured from the horizontal plane. That’s what most printers are capable of achieving without supports. This means, however, that any features shallower than this require a support or series of supports to prevent curling and distortion. These [support] structures must then be removed post-build, adding to cost and lead-time, and possibly jeopardizing part quality.
By comparison, we can successfully print surfaces down to 10 degrees and, in some cases, actually 0 degrees, or completely horizontal. That’s a huge differentiator, especially for parts with complex internal features, where it’s difficult or even impossible to remove these supports. Sometimes the printing process is truly support-free, where the parts are free-floating in powder, and other times, it is support-less, which means it reduces the consideration of support structures for manufacturing.
ME: Similarly, does support-free printing open doors in terms of design freedom or ease the manufacturing process in any way?
Hasting: SupportFree reduces the natural tension between design and engineering. It enables designers to think and build without constraints, and gives engineers greater latitude to extract more performance from their products and systems. For example, we recently worked with Sierra Turbines here in San Jose on an engine combustor that previously required 61 discrete components to manufacture. Because we can print at extremely low angles, we can eliminate the supports that otherwise would have been required. The result is greater aerodynamic efficiency and less air leakage. You also have a more consistent, repeatable structure, with fine meshes and smooth lattice structures that provide better fuel flow to the combustion chamber. There’s no way this part could have been manufactured without SupportFree printing in its current iteration.
ME: Are there any downsides to this approach? Slower build speeds? Higher equipment or operating costs? More challenging build preparation?
Hasting: That’s an interesting question. For operating costs, we made a back-to-back comparison on an impeller printed with and without supports. With the latter, we used 14 percent less powder, had a 20 percent faster print time, and were left with 89 percent less surface area to machine.
And yet there’s more to it than the build. SupportFree not only means greater design freedom but also less engineering time. In fact, we just spoke with one of our machine shop customers, Duncan Machine Products in Oklahoma, who told us our machine is very intuitive, far more so than CNC machining. Our system is easier to use because we know the paradigms and obstacles that have historically prevented metal AM adoption.
ME: Support elimination is clearly essential for parts with large numbers of complex internal features, as evident from your success with heat exchanger and gas turbine manufacturers, but is it as relevant with simpler parts, where secondary finishing processes can easily remove these supports?
Hasting: We at VELO3D take pride in our ability to tackle the tough parts that others can’t, but that doesn’t mean we’re not competitive on simpler parts as well. The Sapphire system prints with greater consistency and higher yield rates while eliminating all sorts of issues and problems commonly encountered on 3D metal printers. Parts of all shapes and sizes are simply more printable.
ME: Most metal 3D printer manufacturers tout their in-process build monitoring and environmental control capabilities. What makes VELO3D’s technology different?
Hasting: We designed a system that’s engineered with far more sensors and provides more insight into the build process. The data is actionable and informative, versus accumulating terabytes of data without much usability. We also developed a software suite that knocks down obstacles that might keep us from printing what we need to print, whether it’s a problem with the material, the part geometry, or a hardware constraint. The Assure system gives our customers access to all the tools and data we used to develop the Sapphire 3D printer, providing insight into the build process. And while all 3D printers generate data, you have to look at how usable this data is to the technicians and engineers using the system.
ME: You recently introduced a large-format 3D metal printer, said to be the tallest such machine available. Was this simply a matter of increasing the height of the build chamber and adding Z-axis travel?
Hasting: The Sapphire 1MZ has a 1-m high build chamber and provides the same level of process control as the original Sapphire metal 3D printer. It’s receiving a lot of attention from rocket and defense manufacturers and those in the oil and gas industry since it gives them the capability to combine assemblies that previously required welding and fitting of multiple components. This will be the case with Knust-Godwin in Katy, Texas, which is looking forward to delivery of the first 1MZ later this year.
ME: The VELO3D website claims that your Flow software “unlocks parts not previously possible with additive manufacturing.” How so?
Hasting: We’ve already discussed part complexity, so let’s focus on scalability and repeatability. Complete software and hardware integration is one of the key aspects of our technology. If you used a PC back in the 1990s, you know that the hardware and software typically came from different manufacturers. The two would often fight, and the user had to trick the system to get everything working. That situation is similar to many of the 3D printers today, and it’s what impressed me most when I first came to VELO3D—everything is integrated. You can print a part today and six months from now send that same Flow file to a printer anywhere in the world. The results will be the same, regardless of part quantity, the machine vintage, and the serial number on the laser.
ME: Metal AM has taken off over the past 10 years. What will happen in the next decade?
Hasting: One thing is parts are still too expensive, and much of that is due to post-processing costs. VELO3D has already addressed this and will continue to push our technology farther to reduce support structures and also [increase] part quality in terms of first-time yield. But what is really holding metal AM back is confidence in the parts.
For instance, a company’s metal AM team might want to use additive to make a part, but the chief engineer won’t sign off on it. Some of that reluctance is because it’s a relatively new technology, but it’s also because manufacturers have been burned with the lack of process control in most metal AM systems. They lack confidence, and the only way to get it is through traceable process data, leading to better part quality and successful build experiences. Over the coming years, that’s what we will continue to provide.
Velo3D qualifies Hastelloy X alloy for 3D printing applications in power generation
Following the completion of a 40 million USD funding round and the procurement of its largest order ever last month, metal additive manufacturing company VELO3D has announced the commercial availability of a new material that aims to open up its Sapphire 3D printer to more applications in power generation.

Unicore of a 20-kilowatt microturbine engine, developed by Sierra Turbines, printed on a VELO3D Sapphire metal AM system.
The company has successfully qualified Hastelloy X, a nickel-based alloy that's said to be extremely resistant to corrosion cracking and oxidation, most often used to manufacture parts for gas turbine engines due to its high temperature strength.
"Power generation applications such as industrial gas turbines are a key focus for VELO3D so it is important that we qualify the right materials to serve that market," states Benny Buller, founder and CEO of VELO3D. "We will continue to add more of these types of compatible materials that enable customers to print parts they couldn't before, yet with even better material properties than those produced by traditional manufacturing."
The material was recently tested by Sierra Turbines, an air mobility and power generation company, to 3D print a prototype unicore for its 20-kilowatt microturbine engine, which the company is aiming to manufacture 96% of using metal additive manufacturing. Sierra Turbine's founder and CEO Roger Smith said the ability to create more heat-resistant, lower maintenance, and higher-performing gas microturbines makes VELO3D's laser powder-bed fusion technology "the ideal manufacturing solution."
Hastelloy X joins Titanium64, INCONEL alloy 718 and Aluminum F357, which launched in May, on VELO3D's list of compatible metal powders.
Since its commercial launch in 2018, the company's patented SupportFree process, which reduces the need for support structures for passageways, shallow overhangs and low angles, has been leveraged by the likes of next generation aerospace company Boom Supersonic and service provider Knust-Godwin to manufacture end-use parts with complex geometries. For the power generation industry, VELO3D's printing process is said to allow for the creation of intricate cooling passageways and fuel delivery channels needed to achieve high-output fluid transmission and electrical power. Earlier this year, the company also announced the launch of a larger format Sapphire system which can produce parts up to one metre tall.